MEDIÇÃO DE ESPESSURAS - Teoria - Conceitos e Fundamentos.
Prefácio:
Falar de Medição de Espessura e qualquer técnica que envolva Ultra-Som sem citar o Papa do assunto e a sua Bíblia; não faz muito sentido pois todos fazem referência a Ele e ao seu Livro. Este Blog não poderia fugir a esta regra básica e não citar o Sr. Jorge Luiz SANTIN e sua obra prima: Ultra-Som Técnicas e Aplicação (2.a Edição).
1) A Técnica.
A Medição de Espessuras é a utilização mais freqüente do ensaio por ultra-som. A importância da medição de espessuras por ultra-som deve-se primeiro ao fato do ensaio não necessitar o acesso à parede oposta para a sua execução, o que permite o acompanhamento do desgaste de um equipamento sem a necessidade da interrupção do seu funcionamento. Isto é extremamente importante no caso de uma refinaria de petróleo, por exemplo, aonde os equipamentos chegam a operar durante anos sem interrupções, com a segurança garantida pelo ensaio de ultra-som de medição de espessuras. Outro motivo importante é a rapidez na sua execução e obtenção dos resultados, onde o inspetor em poucos segundos pode determinar a espessura de uma peça.
2) Aparelhos.
Existe disponível no Mercado uma grande quantidade de aparelhos de diferentes fabricantes e modelos. Nos últimos anos as inovações principais introduzidas nos aparelhos foram as possibilidades de armazenamento das medições, as correções do caminho em V(V-path correction) e a tela de apresentação tipo A (A-SCAN) conjugada com a medição.
O armazenamento das medições realizadas representa um ganho importante pela confiabilidade das medidas, evitando o erro possível na transcrição desta, e pela possibilidade de transferir estes dados para um computador.
A correção do caminho em V eliminou uma possibilidade de erro na execução do ensaio que existe com os aparelhos antigos. Em geral os aparelhos de medição de espessuras trabalham com cabeçote do tipo duplo-cristal e apenas um bloco de 5 mm para calibração. Os aparelhos antigos, uma vez calibrados neste bloco de 5 mm, não tinham linearidade suficiente para executar a medição em toda a faixa de espessuras. Para corrigir este problema de linearidade a norma Petrobrás N-1594 (versão C), determina que o aparelho calibrado em uma determinada espessura é considerado calibrado para medir espessuras apenas na faixa que inclui +/- 25 % da espessura usada na calibração. Os novos aparelhos que corrigem o erro do caminho V não necessitam esta limitação, pois se mantém lineares em toda a faixa de espessuras indicada para o cabeçote em utilização. O outro avanço importante nos aparelhos de medição de espessuras se refere à inclusão da apresentação tipo A (A-SCAN) juntamente com a espessura medida. A utilização de cabeçotes tipo duplo-cristal, importante pela precisão nas medições e possibilidade de medir pequenas espessuras, tem o inconveniente de possibilitar que o foco do feixe sônico venha a coincidir, por exemplo, com uma região de segregações da peça. Com os aparelhos antigos, o inspetor, desconhecendo a existência de segregações, pode vir a considerar a espessura da peça como sendo a profundidade das segregações, rejeitando às vezes incorretamente uma peça. Este problema não ocorre se a medição é feita com um aparelho que tenha a apresentação tipo A, pois o inspetor pode, neste caso, visualizar a região com segregações e ajustar o aparelho para desconsiderar os sinais desta região, obtendo assim uma medição confiável.
3) Cabeçotes.
Em geral, é utilizado o cabeçote duplo-cristal. Alguns aparelhos modernos utilizam também cabeçotes tipo normal, para a medição de espessuras muito finas (0,01 a 1 mm) e outras aplicações.
Os cabeçotes utilizados na medição de espessuras são normalmente projetados para um modelo de aparelho ou uma determinada série de modelos de aparelhos, não sendo recomendado, na maioria das vezes possível, utilizar o cabeçote de um fabricante no aparelho de outro fabricante.
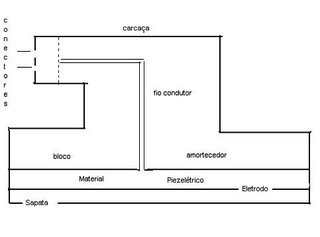
Definição: São dispositivos que contém todos os elementos necessários para a transferência das Ondas Ultra-Sônicas do aparelho para a peça examinada e vice / versa.
São constituídos de sete elementos:
Propriedade do Cabeçote:
* Sensibilidade - > É a capacidade para detectar pequenas descontinuidades.
* Resolução - > É a capacidade que um cabeçote tem para detectar descontinuidades
localizadas próximas umas das outras.
Tipos de Cabeçotes:
# Cabeçote Normal: Emite ondas longitudinais perpendiculares à superfície inspecionada.
Área de Aplicação:
- Medir espessura;
- Inspecionar descontinuidades perpendiculares à superfície;
- Detectar Dupla-Laminação.
# Cabeçote Angular: Emite ondas transversais inclinadas em relação à superfície
inspecionada.
Área de Aplicação:
- Orientação variada de descontinuidades. Trincas perpendiculares.
# Cabeçote Duplo- Cristal: São dotados de dois cristais numa só unidade, emitem ondas
longitudinal à superfície inspecionada.
Área de Aplicação:
- Medir espessura;
- Detectar descontinuidades pequenas;
- Detectar Dupla-Laminação.
4) Ensaio.
- Preparação da Superfície. - A superfície da peça a ser medida deve estar limpa e livre de tintas (para aparelhos antigos; aparelhos modernos já fazem medição sob tinta), carepas, óxidos e quaisquer outras impurezas que possam interferir no acoplamento do cabeçote e na precisão das medidas . A limpeza de uma região com aproximadamente 50 mm de diâmetro é suficiente para a execução do ensaio. A preparação da superfície pode ser executada por escovamento, lixamento ou esmerilhamento, dependendo das impurezas a serem removidas. Em superfícies com corrosão superficial severa, a superfície deve ser esmerilhada até o desaparecimento da corrosão. Sem este cuidado, haverá erro na espessura real remanescente.
- Acoplante. - Normalmente utiliza-se graxa ou óleo da linha automotiva como acoplante. Na empresa em que trabalho, utilizamos Metil. No caso de medição de espessuras à quente utiliza-se acoplante especial que resiste à temperatura da peça. Eu utilizei graxa Molikote 450 (até 450 graus) quando fiz inspeção à quente na plataforma P- 22 nos vasos de pressão em produção com temperatura média de 250 graus.
5) Execução da Medição de Espessuras.
A medição é feita conforme seqüência:
- Com o aparelho calibrado, deve-se acoplar o cabeçote sobre a superfície previamente preparada utilizando o acoplante apropriado;
- Ler a medida após a espera de alguns segundos para estabilização da leitura;
- Repetir mais duas vezes a medição no mesmo ponto para confirmar a medida;
- Registrar a menor das medidas.
No caso da medição de espessuras em tubulações e outras peças cilíndricas, deve-se observar a orientação da separação dos cristais do cabeçote duplo-cristal. A linha de separação dos cristais do cabeçote deve ficar transversal ao eixo do tubo (macete: colocar o cabeçote posicionando os conectores (cabo coaxial) voltado para você).
6) Medição de Espessuras à Quente.
A medição de espessura à quente é realizada quando a temperatura da peça a ser ensaiada está compreendida entre 60 e 550 graus) e segue a seqüência abaixo:
- O cabeçote a ser utilizado é um cabeçote apropriado para o ensaio;
- A calibração do aparelho é feita na temperatura ambiente;
- Utiliza-se acoplante especial;
- O acoplante é colocado no cabeçote e não na peça;
- O cabeçote permanece acoplado por poucos segundos ( 4 seg. aprox.) e é imediatamente resfriado
com água após a retirada da peça;
- A leitura obtida deve ser corrigida utilizando-se o fator de correção que pode ser obtido aplicando o Método A ( teórico) e/ou Método B (prático). O procedimento específico de Medição de Espessura à quente faz menção a estes métodos. Eu utilizei os dois métodos na P 22 como checagem e correção e também curiosidade entre cada método em si. A diferença de um método para o outro é irrisória e desprezível. Ex.: Na P 22, a leitura corrigida no A atingiu 35,67 mm e no B 35,64 mm. Como se considerava uma casa decimal, sem arredondamento, a leitura para o relatório foi de 35,6 mm.
Fonte:
- Ultra-Som Técnicas e Aplicação
Jorge Luiz SANTIN
- Treinamento Interno de Procedimento
LM - Treinamento Consultoria & Inspeção.
Falar de Medição de Espessura e qualquer técnica que envolva Ultra-Som sem citar o Papa do assunto e a sua Bíblia; não faz muito sentido pois todos fazem referência a Ele e ao seu Livro. Este Blog não poderia fugir a esta regra básica e não citar o Sr. Jorge Luiz SANTIN e sua obra prima: Ultra-Som Técnicas e Aplicação (2.a Edição).
1) A Técnica.
A Medição de Espessuras é a utilização mais freqüente do ensaio por ultra-som. A importância da medição de espessuras por ultra-som deve-se primeiro ao fato do ensaio não necessitar o acesso à parede oposta para a sua execução, o que permite o acompanhamento do desgaste de um equipamento sem a necessidade da interrupção do seu funcionamento. Isto é extremamente importante no caso de uma refinaria de petróleo, por exemplo, aonde os equipamentos chegam a operar durante anos sem interrupções, com a segurança garantida pelo ensaio de ultra-som de medição de espessuras. Outro motivo importante é a rapidez na sua execução e obtenção dos resultados, onde o inspetor em poucos segundos pode determinar a espessura de uma peça.
2) Aparelhos.
Existe disponível no Mercado uma grande quantidade de aparelhos de diferentes fabricantes e modelos. Nos últimos anos as inovações principais introduzidas nos aparelhos foram as possibilidades de armazenamento das medições, as correções do caminho em V(V-path correction) e a tela de apresentação tipo A (A-SCAN) conjugada com a medição.
O armazenamento das medições realizadas representa um ganho importante pela confiabilidade das medidas, evitando o erro possível na transcrição desta, e pela possibilidade de transferir estes dados para um computador.
A correção do caminho em V eliminou uma possibilidade de erro na execução do ensaio que existe com os aparelhos antigos. Em geral os aparelhos de medição de espessuras trabalham com cabeçote do tipo duplo-cristal e apenas um bloco de 5 mm para calibração. Os aparelhos antigos, uma vez calibrados neste bloco de 5 mm, não tinham linearidade suficiente para executar a medição em toda a faixa de espessuras. Para corrigir este problema de linearidade a norma Petrobrás N-1594 (versão C), determina que o aparelho calibrado em uma determinada espessura é considerado calibrado para medir espessuras apenas na faixa que inclui +/- 25 % da espessura usada na calibração. Os novos aparelhos que corrigem o erro do caminho V não necessitam esta limitação, pois se mantém lineares em toda a faixa de espessuras indicada para o cabeçote em utilização. O outro avanço importante nos aparelhos de medição de espessuras se refere à inclusão da apresentação tipo A (A-SCAN) juntamente com a espessura medida. A utilização de cabeçotes tipo duplo-cristal, importante pela precisão nas medições e possibilidade de medir pequenas espessuras, tem o inconveniente de possibilitar que o foco do feixe sônico venha a coincidir, por exemplo, com uma região de segregações da peça. Com os aparelhos antigos, o inspetor, desconhecendo a existência de segregações, pode vir a considerar a espessura da peça como sendo a profundidade das segregações, rejeitando às vezes incorretamente uma peça. Este problema não ocorre se a medição é feita com um aparelho que tenha a apresentação tipo A, pois o inspetor pode, neste caso, visualizar a região com segregações e ajustar o aparelho para desconsiderar os sinais desta região, obtendo assim uma medição confiável.
3) Cabeçotes.
Em geral, é utilizado o cabeçote duplo-cristal. Alguns aparelhos modernos utilizam também cabeçotes tipo normal, para a medição de espessuras muito finas (0,01 a 1 mm) e outras aplicações.
Os cabeçotes utilizados na medição de espessuras são normalmente projetados para um modelo de aparelho ou uma determinada série de modelos de aparelhos, não sendo recomendado, na maioria das vezes possível, utilizar o cabeçote de um fabricante no aparelho de outro fabricante.
Definição: São dispositivos que contém todos os elementos necessários para a transferência das Ondas Ultra-Sônicas do aparelho para a peça examinada e vice / versa.
São constituídos de sete elementos:
Propriedade do Cabeçote:
* Sensibilidade - > É a capacidade para detectar pequenas descontinuidades.
* Resolução - > É a capacidade que um cabeçote tem para detectar descontinuidades
localizadas próximas umas das outras.
Tipos de Cabeçotes:
# Cabeçote Normal: Emite ondas longitudinais perpendiculares à superfície inspecionada.
Área de Aplicação:
- Medir espessura;
- Inspecionar descontinuidades perpendiculares à superfície;
- Detectar Dupla-Laminação.
# Cabeçote Angular: Emite ondas transversais inclinadas em relação à superfície
inspecionada.
Área de Aplicação:
- Orientação variada de descontinuidades. Trincas perpendiculares.
# Cabeçote Duplo- Cristal: São dotados de dois cristais numa só unidade, emitem ondas
longitudinal à superfície inspecionada.
Área de Aplicação:
- Medir espessura;
- Detectar descontinuidades pequenas;
- Detectar Dupla-Laminação.
4) Ensaio.
- Preparação da Superfície. - A superfície da peça a ser medida deve estar limpa e livre de tintas (para aparelhos antigos; aparelhos modernos já fazem medição sob tinta), carepas, óxidos e quaisquer outras impurezas que possam interferir no acoplamento do cabeçote e na precisão das medidas . A limpeza de uma região com aproximadamente 50 mm de diâmetro é suficiente para a execução do ensaio. A preparação da superfície pode ser executada por escovamento, lixamento ou esmerilhamento, dependendo das impurezas a serem removidas. Em superfícies com corrosão superficial severa, a superfície deve ser esmerilhada até o desaparecimento da corrosão. Sem este cuidado, haverá erro na espessura real remanescente.
- Acoplante. - Normalmente utiliza-se graxa ou óleo da linha automotiva como acoplante. Na empresa em que trabalho, utilizamos Metil. No caso de medição de espessuras à quente utiliza-se acoplante especial que resiste à temperatura da peça. Eu utilizei graxa Molikote 450 (até 450 graus) quando fiz inspeção à quente na plataforma P- 22 nos vasos de pressão em produção com temperatura média de 250 graus.
5) Execução da Medição de Espessuras.
A medição é feita conforme seqüência:
- Com o aparelho calibrado, deve-se acoplar o cabeçote sobre a superfície previamente preparada utilizando o acoplante apropriado;
- Ler a medida após a espera de alguns segundos para estabilização da leitura;
- Repetir mais duas vezes a medição no mesmo ponto para confirmar a medida;
- Registrar a menor das medidas.
No caso da medição de espessuras em tubulações e outras peças cilíndricas, deve-se observar a orientação da separação dos cristais do cabeçote duplo-cristal. A linha de separação dos cristais do cabeçote deve ficar transversal ao eixo do tubo (macete: colocar o cabeçote posicionando os conectores (cabo coaxial) voltado para você).
6) Medição de Espessuras à Quente.
A medição de espessura à quente é realizada quando a temperatura da peça a ser ensaiada está compreendida entre 60 e 550 graus) e segue a seqüência abaixo:
- O cabeçote a ser utilizado é um cabeçote apropriado para o ensaio;
- A calibração do aparelho é feita na temperatura ambiente;
- Utiliza-se acoplante especial;
- O acoplante é colocado no cabeçote e não na peça;
- O cabeçote permanece acoplado por poucos segundos ( 4 seg. aprox.) e é imediatamente resfriado
com água após a retirada da peça;
- A leitura obtida deve ser corrigida utilizando-se o fator de correção que pode ser obtido aplicando o Método A ( teórico) e/ou Método B (prático). O procedimento específico de Medição de Espessura à quente faz menção a estes métodos. Eu utilizei os dois métodos na P 22 como checagem e correção e também curiosidade entre cada método em si. A diferença de um método para o outro é irrisória e desprezível. Ex.: Na P 22, a leitura corrigida no A atingiu 35,67 mm e no B 35,64 mm. Como se considerava uma casa decimal, sem arredondamento, a leitura para o relatório foi de 35,6 mm.
Fonte:
- Ultra-Som Técnicas e Aplicação
Jorge Luiz SANTIN
- Treinamento Interno de Procedimento
LM - Treinamento Consultoria & Inspeção.
posted by Procurando Boca at 16:30
![]()


0 Comments:
Postar um comentário
<< Home